SMED快速换模换线
Written by 博鱼sport体育官网-精益生产管理咨询公司培训机构
一、SMED简介
什么是SMED?
Single Minute Exchange of Die(单分钟快速换模)
SMED 系统是一种能有效缩短产品切换时间的理论和方法
SMED 有些企业和学者也称为 QCD (Quick Die Change)
SMED概述:
SMED在50年代初期起源于日本;
由Shigeo Shingo(新乡重夫)在丰田企业发展起来;
Single的意思是小于10分钟(Minute);
最初使用在汽车制作厂,以达到快速的模具切换(Exchange of Die);
它帮助丰田企业产品切换时间获得极大地缩短;
快速换模始祖:新乡重夫(Shigeo Shingo,1909年-1990年)——日本工程师,工业工程(IE)领域世界著名的品质管理专家,著名的丰田生产体系创始人之一。他�����指出,“零损坏”就是品质要求的最高极限,被尊称为“纠错之父&rdqu������o;。
“ ……很多公司建立了一套完善的提高工人技能水平的政策和方针,但很少有公司执行降低换模本身所需要的技能水平的策略。”—— 新乡重夫( Shige�����o Shingo )
快速换模的境界:
境界一:No concept of Quick Changeover 没有快速换模观念
境界二:Single Minutes Exchange Die 单分钟换模
境界三:Zero Exchange Die 零换模
境界四:One Touch Exchange Die 一触换模
境界五:One Cycle Exchange Die 一周换模
境界六:No Need Exchange Die 无需换模
二、传统换模介绍
传统换模的十个步骤:
■机台停机
■ 旧产品零部件撤离现场
■换模人员和工具准备
■清洁机台和模具
■拆卸旧模具
■搬运新模具及检查保养
■装配新模具
■通知前工序准备新零部件试产
■搬运新零部件准备生产
■运行调整
传统换模存在的问题:
■在机台停机后物料才开始移动
-成品被送到下一个工位
-原材料在设备停止后才移走
-新模具、各种配件运到机台
■机台准备运行时才发现缺陷和缺少的配件
-换模开始后才开始修复缺陷配件,需要调整或更换设备配件
-微调开始后才发现缺陷产品
■机台开动后,才发现不良的加工,夹具设定和仪器设定
-内部作业开始后,操作者才发现缺陷的设备
■缺少标准化的安装和调整流程和技术要求
-每个调模工根据他们自己经验,按照他们认为合适的方式进行安装和调整,缺少标准;
-没有2个调模工以同样的方式安装和调整;
-每个班次都觉得上个班次的调整达不到要求,要重新调整;
-一些人认为安装和调整时间越长产品质量会更好。
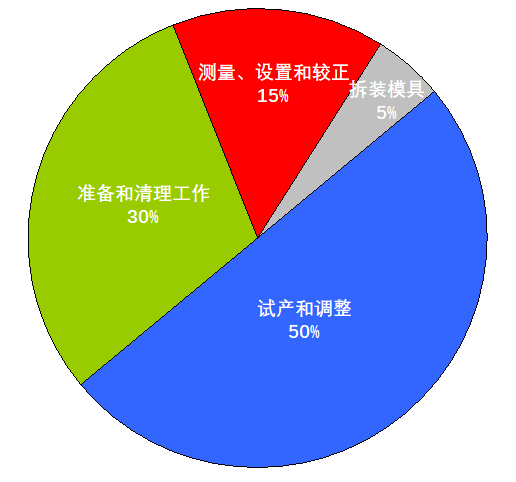
传统换模时间的分配:
以自动机台换模时间为例:我们现在拆装模具的时间在60min,而调整的时间在90min,两者的比例�����博鱼sport体育官网于������5:50的比例,拆装模具存在大量时间浪费!
传统换模活动的七大浪费:
■缺陷( Defect)
-通过观察做出来的不良品进行调整
■过度生产( Overproduction)
-由于调整时间过长,产生的产品批量过大
■运输( Transportation)
-工具、工装和材料没有事前准备好,停机后多次运输
■等待( Waiting)
- 在换模调整期间,设备/机器停止运转
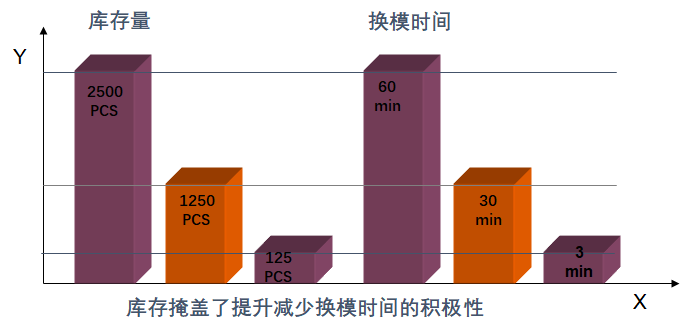
■库存( Inventory)
-换模安排基于大批量的库存或排队等候
■动作( Motion)
-四处走动来寻找、拿取工具、工装和材料等等
■过渡处理( Processing)
-调整数据输入依靠测量
-首件检查
最根本的浪费:时间
■浪费是可见的,像库存和不良品(废品或返工品),但可用的生产时间却经常是隐性的���,并经常被忽略&h�������ellip;…
■其实就是在埋葬宝藏!!! 时间是最大的浪费!!!
为什么换模需要那么多时间:
■混淆了内部和外部的切换作业
-内部作业:必须在机台停机时进行的作业
-外部作业:可以在机台开机时进行的作业
-很多作业是可以在机台开机时进行的,可实际上却在停机时进行
■换模工作没有进行优化
-没有制定合适的标准 — 谁人何时做什么
-没有进行平行作业 — 2人以上同时作业
-工具、工装、配件远离机台,难以取到
-很多配件需要装配
-有很多困难的装配、参数设置,需要进行调整
三、SMED必要性分析
换模的速度和时间:
批量做大一点,少换几次模不就可以解决换模时间长的问题了吗?
SMED的必要性-案例分析:
案例:
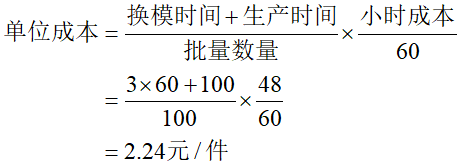
有一来料加工的产品, 现在的换模时间为3个小时,每生产一个产品的运行时间为1分�������钟. 客户要求的批量为100。目标单位工时成本为1元,售价为2元。 每小时的工时成本为48元。请问这批产品的利润是多少?
结论: 我们每生产1件产品, 就亏损0.24元
如何才能盈利?
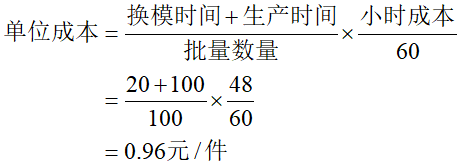
解决方案1: 增加批量的大小: 100/批→1000/批:
优点: 单位成本表面上降低了58%
缺点: (1)产生库存900������件,平均库存费用0.16元/件,而且更糟糕的是这些库存不知道什么时候能够售出;(2) 不能满足更多其他的客户的交付期,生产计划安排更�������困难;
暂时获得利润0.9元/件
以上是典型的传统解决方案
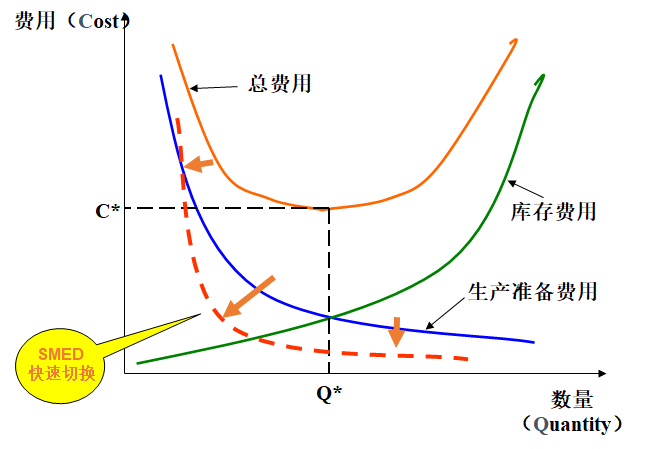
EOQ(Economic Order Quantity)曲线:
没考虑其它因素影响:
生产费用本身是否合理?
生产过程的改善
生产系统的性能(刚性/柔性)
多品种,小批量,柔性化
SMED的必要性分析:
■由于越来越多产品需求呈现出客户化特征, 市场强烈的要求灵活制造机制;
■不能立即得到满足的订单很可能被竞争者得到;
■如果产品生产是大批量,高水平库存,这样的需求很难得到满足;
■更频繁的换模允许更小的批量和更大的灵活性;
SMED的优点:
■灵活生产
-不需额外的库存即可满足客户要求。
■快速交付
-缩短交货时间,即资金不压在额外库存上。
■优良品质
-减少调整过程中可能的错误。
■高效生产
-缩短换模的停机时间意味着更高的生产效率,即OEE提高。
■使实现JIT,大量减少产品报废成为可能
SMED的必要性-案例分析:
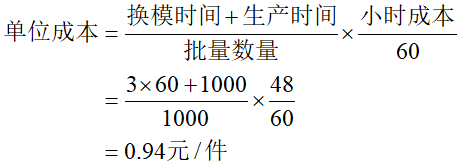
解决方案2: 降低换模时间: 3小时/次→20分钟/次:
优点: 单位成本有效地降低了57%,特别是按照需要进行生产, 没有产生库存
缺点: 可能需要适当增加人员,或其他的投入
确实获得了利润1.04元/件
以上为典型的精益解决方案
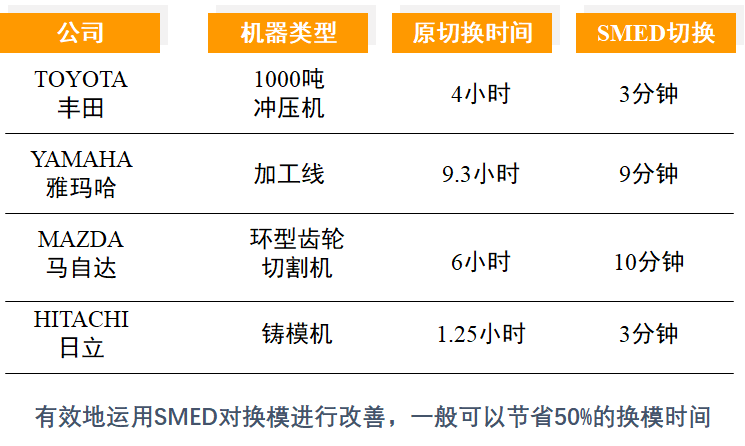
SMED的成功案例:
四、如何理解SMED
如何理解 SMED:
SMED 快速换模方法的全称是“六十秒������即时换模”(Sin������gle Minute Exchange of Die),是一种快速和有效的切换方法;
快速换模法这一概念指出,所有的转变�������(和启动)都能够并且应该少于10分钟-----因此才有了单分钟这一说法。所以又称单分钟快速换模法、10分钟内换模法、快速作业转换,用������来不断设备快速装换调整这一难点的一种方法—将可能的换线时间缩到最短(即时换线)。它可以将一种正在进行的生产工序快速切换到下一生产工序。
����快速换模法同时也指快速切换。快速换模法能够并且常常是用于启动一个程序并快速使�����其运行,且处于最小浪费的状态。
工业工程IE 方法应用:
SMED 是通过工业工程的方法,将模具的产品换模时间、生产启动时间或调整时间等尽可能减少的一�����种过程改进方法。
团队工作 是基础:
SMED 是一种以团队工作为基础的工作改进�����方式,可显著地缩短设备、模�������具安装、调整,即换模所需的时间。
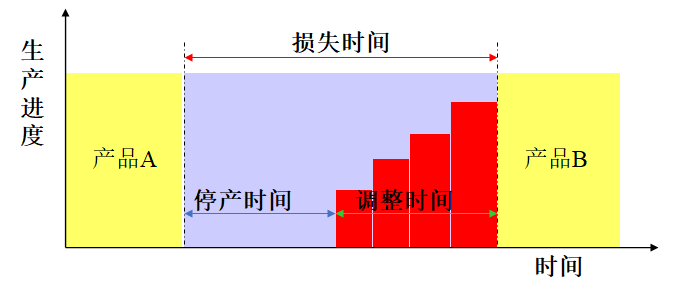
换模时间 的定义和构成:
换模时间 是指介于一个生产作业(Production Run)的最后一件合格品和下一个生产作业的首件合格品之�������间的时间。
精益生产的换模定义 为从前一品种最后一个合格产品,到下一品种第一个合格产品之间的时间间隔。
换模时间主要由4部分组成:准备时间,换模操作时间,调整时间,整理时间。
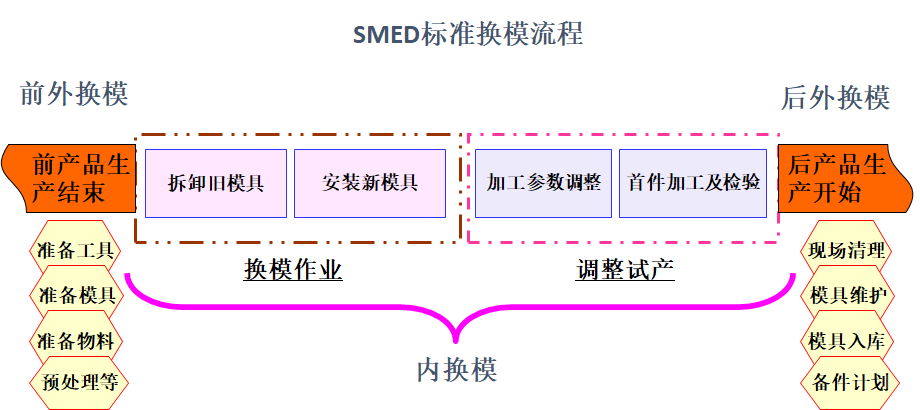
内部作业时间和外部作业时间:
内部作业 是指需要设备/机台停������机才能实施的作业内容,也叫内换模,它包括拆卸旧模具、安装新模具,以及调整和首样确认等。
外部作业 是指不需要设备/机台停机就可以实施的作业内容,包括前外换模作业(换模前准备工��������作,如准备工具、模具、物料等)和后外换模作业(换模后的收尾工作,如现场清理、模具�����入库等)。
SMED的六个基本要求:
■不需要工具;
■普通操作工就能进行;
■没有调整时间;
■简洁明了的换模作业指导书;
■配件上清晰的颜色标识和标记、调整控制点、并且用文件标准化;
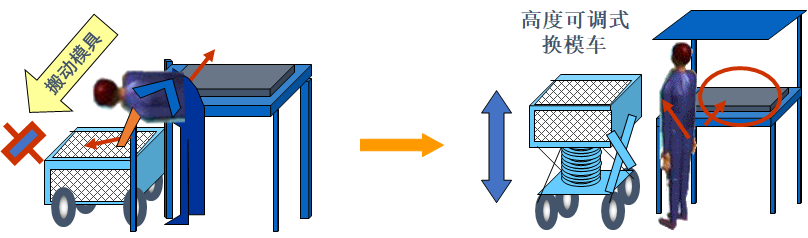
■配件/模具储存在现场,即用即取,包括使用配件/模具手推车、换模车。
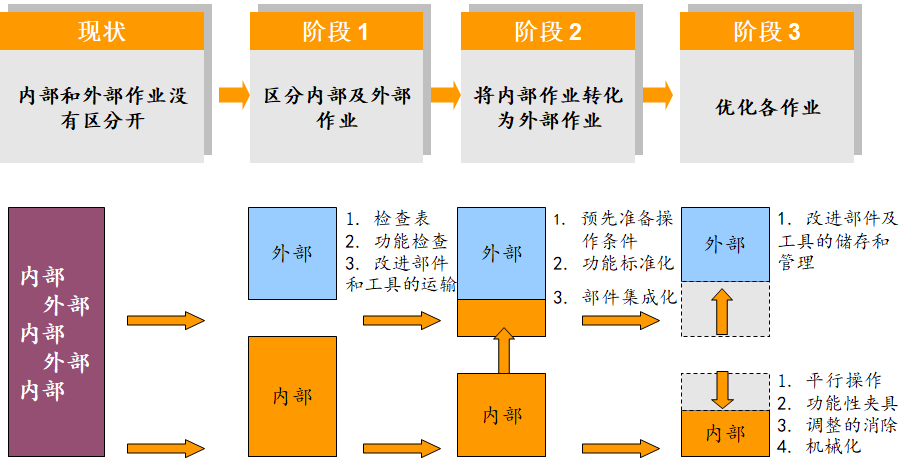
SMED的四大原则:
■严格区分内部作业和外部作业;
■将内部作业尽可能转换成外部作业;
■排除一切调整过程;
■完全取消作业转换过程。
五、SMED 6步法
六、SMED实施过程和方法
第一步:现状测量
■各种型号换模的平均时间?
■现在的换模作业步骤和时间是多少?
■换模的频率是多少?
■换模过程需要那些人参与?
■换模前后的产品型号?
■不同型号模具换模的时间是多少?
■现场观察换模过程并将所有的步骤记录在观测表上。
第二步:分离内部和外部作业
■将机台开机时就能做的工作与必须停机才能做的工作分开
■浪费时间的实例(内部时间→外部时间)
-停机后才将模具或工具等移至机台
-在换模的时候才发现工具或模具缺陷
-在换模过程中更换或维修配件
-在模具安装好后才发现模具的缺陷
-在换模过程中到处找配件、螺钉、材料等
-没有合适的升降设备、作业标准等
第三步:内部作业转换为外部作业
■了解每一步内部作业的真正目的和作用
■用陌生的眼光去观察
■思考将内部作业转换为外部作业的最好方法
■使用标准化的工具
■使用辅助工具(最常用的方法)
■使用功能性夹具和快速紧固件
■调整的消除
-试运行和调整占总换模时间的50%;
-尽量消除调整,而不仅仅是减少;
-目标:一次性就调整成功;
-在装配过程中使用标准程序,并进行双重检查;
-提高换模工装配技能;
-提高装配可靠性的技巧;
■分析调整操作
-调整的作用?
-调整如何进行?
-为什么现在需要调整?
-什么状况下需要进行调整?
-如何改善能消除调整?
■在系统博鱼sport体育官网立所要求的精度 - 无需调整
-确定哪些功能可进行标准化,外部尺寸、备件、设置标准化、以便部件能很容易更换
-尽可能少地更换部件(Zero !)
第四步:找出并行的工作
■并行作业分析
-并行的工作是相互独立的,并且可以同时来做;
-换模时间减少,一般通过实施并行作业;
-一个团队是实施并行作业的必要条件;
-推行并行作业;
■推行并行作业
-大型的冲压机和成型机,前后左右有许多结合部位������������。如果这种设备的作业转换由一名作业人员来做的话,需要很长的时间。
-但是,如果由两名作业人员同时进行这种设备的作业转换的话,就可以排除不合理的动作,�������缩短作业转换的时间。
-这种情况,虽然作业转换所需要的总劳动时间没有改变,但是设备的实际运转时间增加了。如果一个小时的作业转换时间缩减到三分钟的话,第二名作业人员在这次作业转换中只花费了三分钟的时间。因而,作业转换的专门人员要在冲孔������压力机上训练并和该机的操作人员通力合作;
第五步:优化内、外部作业
■分析每一个步骤的细节
■使用问题-原因-对策的集思广义来找出降低每一步作业的时间。
■评估和记录每一个改善步骤的时间;
■头脑风暴法
■使用做准备检查表
-列出换模作业中需要的所有东西
-标出已经准备好的项目
-对于每一个作业过程均使用检查表
■换模前进行功能检查
-检查在换模时所有要使用的配件、工具状况是否良好、功能是否齐全
-在换模开始前就要检查,以便能及时进行修理
-优化外部作业,包括贮存和运输原材料、部件及工具
■改进部件和工具的运输
-所有新的部件和工具必须在停车前运到现场 -> 外部作业
-所有换下的部件和工具应在换模结束后才进行清理和转存 -> 外部作业
-将部件、工具存放于工作现场,换模时只动手不动脚!
-降低运输的时间和人力(人数)
-使工具和部件容易找到和存放
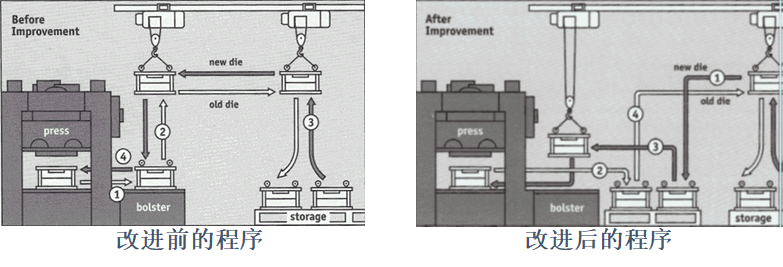
■实例1 改进部件和工具的运输
改进前的程序 :
1.机器停机后,原有的模具被取出并放到活动台板上
2.吊车从台板上吊起模具,移至存储区域并放下
3.吊车然后从存储区域吊起新的模具,并转移到台板上
4.新的模具安装,启动机器
&n������bsp;该切换过程中涉及到两次起吊作业,然����而此操作过程博鱼sport体育官网器是停机的
改进后的程序 :
1.在机器停机以前,用吊车将新的模具移至机器的旁边
2.机器停机,原有的模具移到台板上,用吊车将其吊到机器的旁边
3.吊车将新的模具吊到台板上,安装模具并开机
4.机器开始新的运行后,才将原来的模具送入存储区域
该顺序中尽管有多次起吊作业,然而重要的一点是停机时间缩短了
■在系统博鱼sport体育官网立所要求的精度 - 无需调整
-确定哪些功能可进行标准化
外部尺寸、备件、设置标准化、以便部件能很容易更换
-尽可能少地更换部件(Zero !)
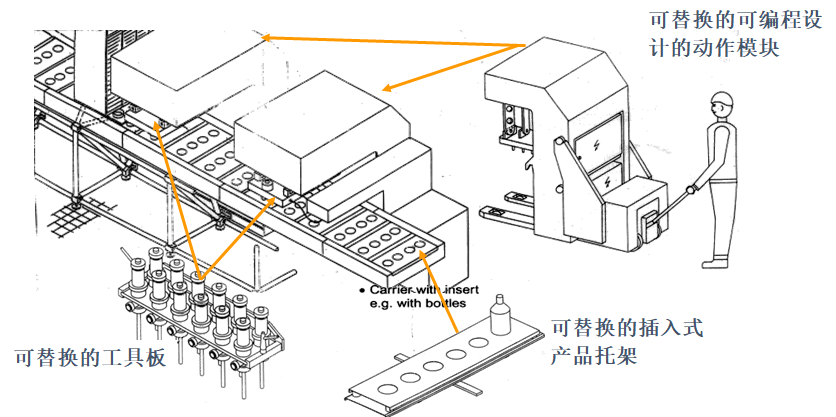
■使用中间夹具/模块(部件集成化)
-使用具有标准的外部尺寸和固定装置的中间夹具或模块
-在机器停机之前在中间夹具/模块上进行装配(外部时间)
-在停车后将夹具/模具一次性更换(内部时间)
第六步:实验短期的计划
■验证新的流程和方法来找出可能存在的问题;
■完善新的流程和方法;
■和相关人员沟通新的流程和方法,并且进行培训确保安全理解和接受;
■跟踪实施新的流程和方法,记录和文件化实时的效果,调整到最合理的流程和方法;
第七步:确认效果和制定实施中/长期计划
■对比新程序和方法所用换模时间和最初换模时间;
■验证新程序和方法实施的结果;
■制定一个行动计划,对中/长期的解决方案的实施职责说明;
■为中/长期的改善设置目标;
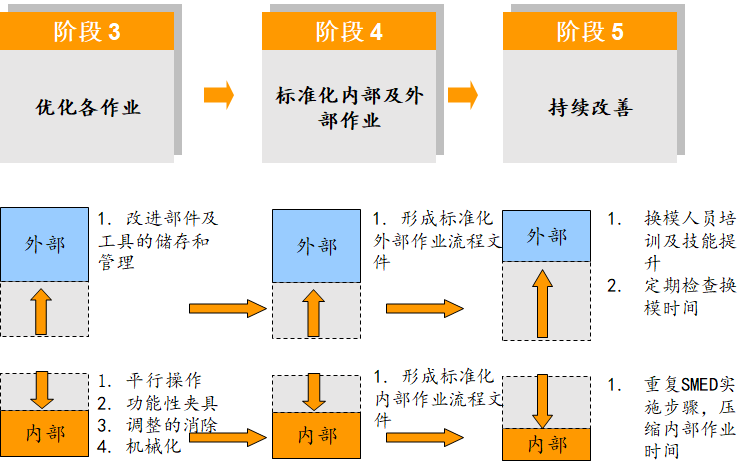
第八步:标准化作业流程
■文件化,更新标准化作业指导书;
■定期举行会议来监控中长期改善计划的实施
■在实施改善后,更新标准化作业指导书
■确保所有的换模人员受到系统的方法和技巧培训,相关部门根据新的作业标准来检查和监督
七、SMED改善活动介绍
■SMED准备
-选择一个有代表性的换模作业
-建立SMED改善小组
-开展SMED技能方法培训
-观察并记录目前换模的详细过程
-以图表的形式显示出目前的状况
-用简短的语言描述目前的状况
-设定改善目标
■根据SMED的5个阶段,一步步建立并实施改善方案
-区分内部和外部作业
-将内部作业转换为外部作业
-优化内部和外部作业
-形成改善计划方案
■实施并验证所得到的改善方案
-实施改善计划方案
-验证换模时间是否缩短
-制定长期改善计划
■标准化换模操作并培训相关人员
-制定换模流程标准化方案


 准时化物流
准时化物流